Buy a production line piece by piece, and the real trouble starts where the machines meet, not inside them. Each machine can run well on its own and the line as a whole can still struggle. For a plant manager this shows up as a simple, painful pattern: the equipment looks fine, yet output keeps slipping.
This is the gap that turnkey line integration is built to close. Instead of buying a filler from one supplier, a conveyor from another and a control panel from a third, the line is designed, built and commissioned as a single system. One team owns the layout, the controls and the handover points between machines.
In this article we look at why lines break at the transfers, what that costs in daily operation, the engineering behind smooth handovers, and how a system-level approach keeps production moving as one flow.
2. The Problem: Nobody Owns the Whole Line
When a line is bought in pieces, responsibility splits along the same lines. Each supplier solves its own machine and signs off on its own scope. The filler vendor proves the filler. The packer vendor proves the packer. Nobody is contracted to prove that product moves cleanly from one to the next.
So the weak points hide in plain sight: the short gaps between machines where one belt hands product to the next. On paper these transfers look trivial. In practice they decide whether the line runs as one flow or as a chain of islands that keep tripping each other.
The same split shows up during start-up. When something stalls at a handover, each vendor points at the machine before or after theirs. The plant is left to referee, and the line stays down while the argument continues.
3. Operational Impact
A broken transfer rarely stays a local problem. It spreads.
When product backs up at one handover, the machine upstream has nowhere to send its output, so it slows or stops. The machine downstream runs empty, then waits. A single sticky transfer turns into stop-start behaviour across the whole line. For an operations director this is the difference between a line that holds its rhythm and one that surges and stalls all shift.
That instability has a long tail. Stop-start running adds wear at every restart, so maintenance load climbs. Product damaged at a rough handover has to be pulled out and reworked or scrapped. And because output becomes unpredictable, the delivery plan turns into guesswork. The line that was sized for a comfortable schedule no longer keeps up, and overtime fills the gap.
None of this is caused by a bad machine. It is caused by the spaces between machines that no single supplier owned.
4. The Core Engineering: What Makes a Handover Work
A clean transfer is an engineering decision, not an accident. A few principles decide whether product crosses smoothly.
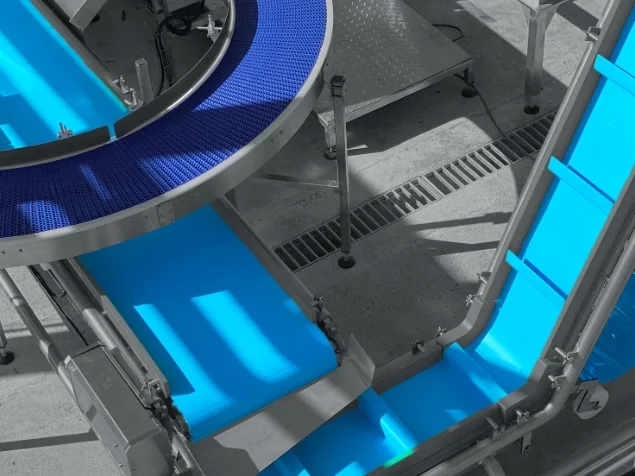
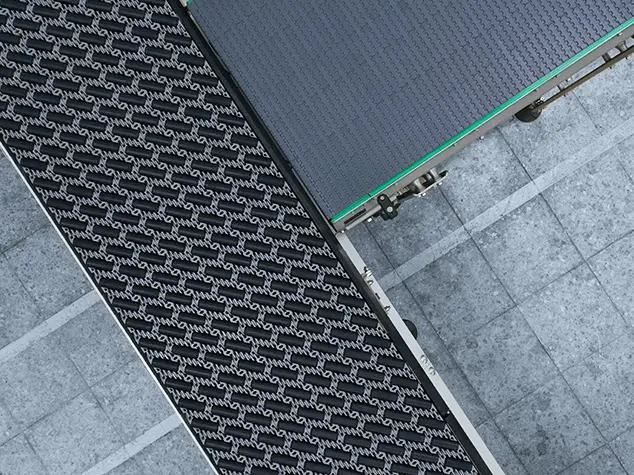
Geometry of the gap. The smaller and better supported the gap between two belts, the less chance product tips, jams or piles up. Where the gap cannot be closed, a fixed support plate (dead plate) or a small-diameter nose bar carries product across instead of letting it drop. For the line this means a transfer that protects product instead of bruising it.
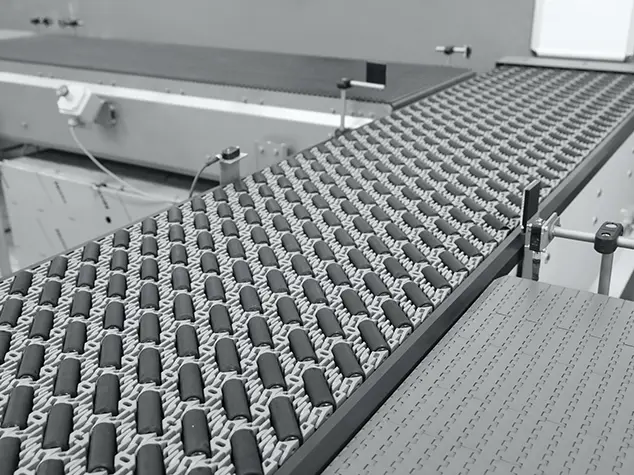
Belt and surface behaviour. The carrying surface has to match the product. A modular belt holds shape and stays stable when product accumulates. A continuous PU or PVC belt suits hygiene-sensitive, open product. The wrong surface turns a transfer into a pinch point, so surface choice is a flow decision, not just a material one.
Drive logic and control. The belts on either side of a handover have to agree on speed and timing. This is where controls matter. A control system (PLC, the programmable controller that coordinates the line) keeps adjacent zones in step, so product is neither crushed from behind nor stretched apart.
Flow functions. Accumulation, which buffers product so an upstream stop does not starve the machines downstream, along with merging and sorting, are not separate add-ons. They are designed into the line so the flow absorbs small upsets instead of passing them on. In practice this is what lets a line ride out a short stop without a full shutdown.
What this means for the line is simple: handovers are where the engineering either holds the flow together or lets it fall apart.
5. Solution Options
There is no single belt or single machine that fixes a line. There is a set of choices, each with trade-offs.
Conveyor function. Accumulation zones give the line a buffer, so a short upstream stop does not bring everything down. The trade-off is space and cost, because more buffer means more line length.
Transfer design. Tight transfers and nose-bar handovers reduce the gap and protect fragile product. Where products vary, a fixed support plate is simpler and more forgiving, at the cost of a little more friction.
Belt selection. Modular belts give stability and easy reconfiguration. PU and PVC belts give clean, quiet running for open product. The right answer depends on what is being carried, not on a favourite.
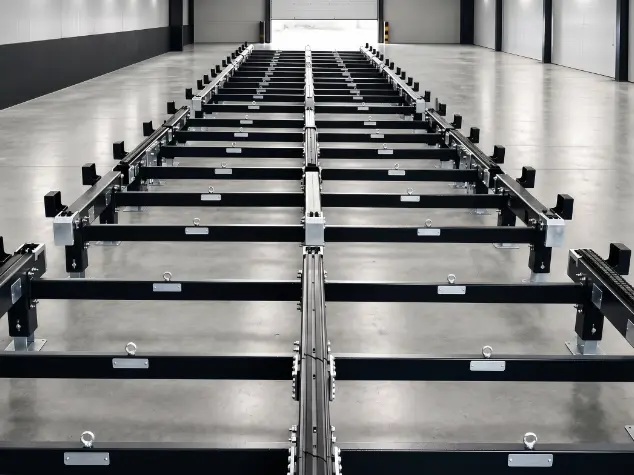
Line architecture. A compact, single-level layout is easier to supervise and keeps transfers short. A multi-level layout saves floor space but adds changes of level, and every change of level is another handover to get right.
The point is not to pick the "best" component. It is to choose the combination that fits this product, this speed and this building.
6. Design Criteria
Good integration starts with the questions asked before anything is drawn.
Product type. A rigid bottle, a light empty can and an open food product each behave differently at a transfer, and each needs a different surface and geometry.
Line speed. The faster the line, the less time product spends crossing a gap, and the less tolerance there is for a rough handover.
Space constraints. The real building decides the layout. A line drawn for an ideal floor plan and then forced into a tight space loses the very clearances that keep flow smooth.
Hygiene requirements. Open food contact needs open frames, accessible surfaces and easy cleaning. These are design inputs, not finishing touches.
Integration limits. Where the new line meets existing equipment, the mechanical fit, the layout and the flow continuity all have to be checked against what is already on the floor.
Getting these inputs right is what separates a line that is engineered from one that is merely assembled.
7. The Aliş Makina System Perspective
Problems like these are not solved by picking better equipment. They are solved by treating the line as one system.
Alis Makina starts on the floor. We measure the existing layout and use data to find where flow actually stalls, rather than where it is assumed to stall. Then we design the line as one flow: layout, control system and mechanical handovers together, not as separate purchases stitched together later.
Before commissioning, we validate the risk on the line itself. We look for the points where product could back up or stop, and we design those out before start-up rather than discovering them in production. And we commission the line ourselves, so responsibility stays in one place instead of splitting across vendors.
Efficiency does not begin with a faster machine. It begins with a design approach that sees geometry, surface and flow function as one decision.
8. FAQ
What does "turnkey line integration" actually mean?
It means one team designs, builds and commissions the whole line as a single system, including the layout, the control system and the handovers between machines. Instead of buying separate machines and hoping they work together, the buyer gets one line with one point of responsibility.
Why do production lines fail at the transfers rather than the machines?
Individual machines are tested and signed off on their own. The short gaps between them often belong to no single supplier. Product tips, jams or backs up at these handovers, and the instability spreads to the machines on either side.
Is buffering, or accumulation, always the answer?
No. Accumulation gives the line a cushion so a short upstream stop does not starve the machines downstream, but it needs space and adds line length. Whether it helps depends on where the line tends to stop and how long those stops last.
How does line speed change the design?
Faster lines leave product less time to cross each gap, so transfers must be tighter and better supported. A handover that works at low speed can become a jam point as the line speeds up.
Can a new line be integrated into an existing plant?
Yes, but the existing layout, mechanical fit and flow continuity all have to be measured and checked first. The building and the equipment already on the floor set the real constraints.
Why commission the line under one roof?
When one team owns commissioning, there is no gap between vendor scopes for problems to hide in. Issues at the handovers get solved instead of debated.
9. Conclusion
A production line is only as good as the spaces between its machines. Most lines do not fail because a machine is weak. They fail because nobody owned the handovers where product moves from one stage to the next.
Turnkey line integration closes that gap by treating layout, controls and commissioning as one design problem. Smooth transfers, matched belt surfaces, synchronised drives and the right flow functions are what let production move as a single flow instead of a chain of islands.
The long-term payoff is stability: a line that holds its rhythm, restarts less, damages less product and keeps its delivery plan honest. That stability is designed in from the first measurement on the floor, not bolted on after start-up.