Most production lines have an oven somewhere in the middle, and the product has to pass through it. A chain conveyor usually carries that load. The harder question is what the heat does to the conveyor that carries it.
When the same parts sit in high temperature day after day, they wear out long before anyone planned. Bearings lose their lubrication. The drive shaft expands. Drive components drift out of tolerance. None of this shows up on day one, which is exactly why it is easy to underestimate.
This matters to the engineer on the floor and to the manager approving the budget at the same time. Early wear means unplanned stops, repeated part swaps, and gaps in the production schedule. A transport system that looks like a small line item quietly becomes the part that decides whether the whole line keeps running.
A standard catalog does not plan for this. Off-the-shelf units are built for room temperature and a fixed layout. This article walks through how a custom chain pallet conveyor is engineered to run in oven conditions, and why the drive system is the part you design first.
2. Defining the Problem
The oven is the harshest zone on a line. While the product is processed, the system carrying it sits in the same heat. The frame, the chain, the sprockets, and the bearings all have to keep working in that temperature for minutes, then hours, then months.
Three separate requirements arrive at once.
The first is heat resistance. Every moving part has to hold its dimension and its rotational accuracy despite the temperature.
The second is fit into a live line. The conveyor often has to drop into an existing line that is already producing, with millimeter precision, without displacing the equipment around it.
The third comes from shipping. In a large plant, doors, aisles, and assembly areas are limited. A big conveyor built as one piece frequently cannot even reach the installation point. It has to be designed to split apart and reassemble on site.
No off-the-shelf unit covers all three on its own. When heat, fit, and shippability land on the table together, the work moves from selecting a product to designing one.
3. Operational Impact
When a transport system fatigues early under heat, the effect is never a single fault log. First the bearings loosen. The drive shaft begins to wobble. The chain loses its tension. Each looks minor alone, yet together they push the line toward a stop.
For the production line, that means a stop rarely stays local. Product that should leave the oven waits inside. Stations at the entrance back up. The schedule slips. For a decision-maker, the translation is direct: pressure on the delivery date and the cost of unplanned maintenance.
Early part replacement carries a hidden cost too. Every swap means stopping the line, pulling in the team, and having the spare ready. When that cycle repeats at short intervals, a cheap transport system slowly becomes the most expensive component on the line.
The deeper risk is that the conveyor is not a visible part. Attention goes to the oven, the filling station, or packaging. The transport system is treated as a detail added later. In an oven environment, that detail is exactly where line continuity is decided.
4. The Core Engineering Mechanism
The root of the problem fits in one sentence: heat is the enemy of moving parts.
As a bearing heats up, its lubricant thins and the protective film between metal surfaces gets thinner. The drive shaft expands, its length and diameter shift, and the clearances in its mounting change. The contact between chain and sprocket wears faster the further it drifts from its design temperature.
What this means for the line is that the damage is gradual. The system runs cleanly in week one. The real wear shows up as heat accumulates on the same parts again and again. Judging an oven conveyor by a short test run is therefore misleading. The true exam is continuity over time.
A second mechanism is rigidity. The frame carrying a heavy, regular load like pallets must not flex. If it bends under weight, the chain path shifts, sprocket alignment breaks, and wear accelerates. In an oven, heat management and structural rigidity cannot be separated.
A third mechanism is drive logic. For regular, precise transport, a chain drive gives more stable and more predictable motion than a friction belt. Where the load is heavy and position matters, that predictability is what holds the rhythm of the line.
5. Solution Options
There is no single correct conveyor for a hot zone. The right answer depends on the load, the temperature, and how precise the positioning has to be. A few directions are worth weighing.
Keep the drive out of the heat. The most effective move is to relocate the drive group, especially the drive shaft, outside the oven cavity. Inside the oven, only the carrying structure remains. The precision parts that manage rotation run in cooler air. The advantage is that you solve most of the wear problem at its source. The limit is that it requires custom layout work, not a stock unit.
Choose the drive type deliberately. A chain drive suits heavy, regular loads and positive, predictable motion. A friction belt is simpler and cheaper, but it slips and drifts as conditions change, which is a poor fit for a hot, precise line. The trade is initial cost against long-term stability.
Size the chain for margin, not just for the load. A double-strand chain splits the load across two lines and adds safety margin over a single strand. The cost is slightly more mass and a heavier frame, which is usually worth it in a punishing environment.
Plan the frame and surface for the environment. A rigid structural frame keeps the chain path fixed. A proper surface preparation and coating protect against corrosion and temperature. These are not finishing touches; they are part of how long the system survives.
6. Design Criteria
When this kind of conveyor is engineered, a handful of criteria drive every decision.
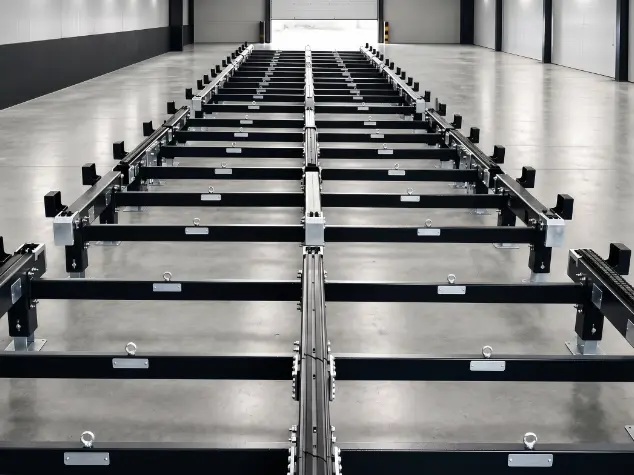
Load and product type. Pallets are heavy and regular, so the frame and chain are sized for sustained weight, not peak weight. In this project the load rides on a rigid 150x100x5 ST-37 structural frame, chosen to minimize flex and keep the chain path stable.
Drive and rotation accuracy. Drive comes from a 16B-2 double-strand chain on heat-treated Z16 sprockets. Rotational accuracy is held by UKFL213 FAG bearings and a Ø60 mm ground drive shaft. The ground surface keeps bearing clearance low and the rotation smooth.
Thermal management. The single biggest decision is moving the drive shaft outside the oven cavity, so heat stays away from the parts that manage motion. This is the criterion that shapes the whole layout.
Environment and protection. SA2-grade abrasive blasting followed by industrial oven paint prepares the frame against corrosion and temperature. CE-compliant guarding (European conformity directives) covers every moving part. Safety is built in from the start, not added later.
Installation and shipping. Access limits are a design input, not an afterthought. Here the system was split into 6 separate assembly groups, sized to clear internal factory access, and shipped disassembled for reassembly on site.
7. The Aliş Makina System Perspective
A problem like this is not solved by equipment selection alone. Picking a stronger motor or a tougher bearing in isolation does not fix a line that fails under heat.
Line behavior has to be handled at the system level. The frame, the drive, the bearings, the surface, and the guarding are designed together as one system, because reliability in a custom project comes from how the parts work together, not from each part being individually correct.
The capability that stands out here is transfer engineering: carrying a heavy, regular load reliably through a demanding environment. Aliş Makina treats this as a turnkey line integration problem, where geometry, surface choice, drive type, and thermal management are evaluated as one decision.
When a job leaves the standard catalog, the method does not change. The same engineering discipline runs from design through manufacturing, because that is what keeps a line stable when the catalog cannot.
8. FAQ
Why does the drive system fail first in an oven conveyor?
The drive group has the most precise moving parts: bearings, the shaft, and the chain-sprocket contact. Heat thins lubricant, expands the shaft, and changes clearances. Those parts are the most sensitive to temperature, so they show wear before the structure does. Moving the drive out of the hot zone addresses the most vulnerable part directly.
Is a chain drive better than a belt drive for hot zones?
For heavy, regular loads where position matters, a chain drive is usually the better fit. It gives positive, predictable motion and does not slip as conditions change. A friction belt is simpler and cheaper, but its drift makes it a weaker choice in a hot, precise line. The right answer still depends on load and accuracy needs.
What does moving the drive shaft outside the oven actually achieve?
It keeps the parts most damaged by heat out of the hot zone. Inside the oven, only the carrying structure remains, while the bearings and drive shaft run in cooler air. This solves a large share of the wear problem at its source, instead of trying to compensate for heat after it has already done damage.
Why ship a conveyor in separate assembly groups?
In a large plant, doors, aisles, and assembly areas limit what can physically reach the installation point. A single large unit often cannot get in. Designing the system to split into groups, then reassemble on site, is frequently the only realistic way to install a big conveyor in a tight space.
Can a standard catalog conveyor work in an oven environment?
Usually not on its own. Off-the-shelf units are built for room temperature and a fixed layout. When heat resistance, fit into a live line, and shippability all apply at once, the requirements move beyond what a catalog product covers, and the system has to be engineered for the specific conditions.
What role does frame rigidity play?
A heavy, regular load can bend a weak frame. If the frame flexes, the chain path shifts and sprocket alignment breaks, which accelerates wear. A rigid structural frame keeps the chain path fixed, so the drive stays aligned. In a hot zone, rigidity and thermal management work together; ignoring one undermines the other.
9. Conclusion
For a chain conveyor running in oven heat, the real question is not which motor is strongest. It is how heat is kept away from the moving parts and how the structure stays rigid under load.
Moving the drive shaft out of the hot zone, building a rigid frame, and keeping motion predictable with a double-strand chain drive is the combined result of three decisions, not one. Each supports the others, and the system stays stable over time because of how they work together.
For long-term reliability, the lesson holds beyond this one project. In a demanding environment, durability is a property of the whole system, designed from the start, rather than a feature of any single part.