Bir üretim hattının ortasında çoğu zaman bir fırın vardır ve ürünün o fırından geçmesi gerekir. Taşıma görevini genellikle bir zincirli konveyör üstlenir. Asıl zor soru, fırın sıcaklığının o konveyöre ne yaptığıdır.
Aynı parçalar gün gün yüksek sıcaklıkta kaldığında, beklenenden çok önce yorulur. Rulmanlar yağını kaybeder. Tahrik mili genleşir. Tahrik parçaları ölçüsünden kayar. Bunların hiçbiri ilk gün görünmez; bu yüzden hafife alınması kolaydır.
Bu tablo hem sahadaki mühendise hem de bütçeyi onaylayan yöneticiye aynı anda tanıdık gelir. Erken yorulma demek, plansız duruş, tekrar tekrar parça değişimi ve üretim planında açılan boşluk demektir. Küçük bir kalem gibi görünen taşıma sistemi, sessizce hattın sürekliliğini belirleyen parçaya dönüşür.
Standart bir ürün gamı bu koşulu hesaba katmaz. Raftaki ürün, oda sıcaklığında ve sabit bir yerleşimde çalışmak üzere tasarlanır. Bu yazıda, fırın ortamında çalışacak özel bir zincirli palet konveyörünün nasıl tasarlandığını ve neden ilk tasarlanan parçanın tahrik sistemi olduğunu ele alıyoruz.
2. Problemin Tanımı
Fırın, bir hattın en zorlu bölgesidir. Ürün işlem görürken, onu taşıyan sistem de aynı sıcaklığa maruz kalır. Gövde, zincir, dişliler ve rulmanlar bu sıcaklıkta önce dakikalarca, sonra saatlerce, sonra aylarca çalışmak zorundadır.
Üç ayrı gereksinim aynı anda devreye girer.
Birincisi ısıya dayanım. Hareketli her parça, sıcaklığa rağmen ölçüsünü ve dönme hassasiyetini korumalıdır.
İkincisi çalışan hatta uyum. Konveyör çoğu zaman, hâlihazırda üretim yapan bir hattın içine milimetrik uyumla, çevresindeki ekipmanı yerinden etmeden oturmalıdır.
Üçüncüsü sevkiyat tarafından gelir. Büyük bir fabrikada kapılar, koridorlar ve montaj alanları sınırlıdır. Tek parça üretilen büyük bir konveyör çoğu zaman sahaya hiç giremez. Sistemin parçalara ayrılabilir ve sahada yeniden birleştirilebilir tasarlanması gerekir.
Raftan bir ürün bu üç kısıtı tek başına karşılamaz. Sıcaklık, hatta uyum ve sökülebilir sevkiyat bir araya geldiğinde, iş artık ürün seçmek değil, ürün tasarlamaktır.
3. Operasyonel Etki
Bir taşıma sistemi ısı altında erken yorulduğunda, etkisi hiçbir zaman tek bir arıza kaydı olarak kalmaz. Önce rulmanlar gevşer. Tahrik mili salınmaya başlar. Zincir gerginliğini kaybeder. Her biri tek başına küçük görünür, ama birlikte hattı duruş eşiğine getirir.
Üretim hattı için bu, duruşun yerel kalmaması demektir. Fırından çıkması gereken ürün içeride bekler. Girişteki istasyonlar dolar. Plan kayar. Bir karar verici için karşılığı nettir: teslimat tarihine binen baskı ve plansız bakım maliyeti.
Erken parça değişimi de görünmez bir maliyet taşır. Her değişim, hattın durmasını, ekibin müdahale etmesini ve yedek parçanın hazır olmasını gerektirir. Bu döngü kısa aralıklarla tekrarladığında, ucuza alınmış bir taşıma sistemi zamanla en pahalı bileşene dönüşür.
Asıl risk, konveyörün görünür bir parça olmamasıdır. Dikkat fırına, dolum istasyonuna veya paketlemeye verilir. Taşıma sistemi sonradan eklenen bir detay sanılır. Oysa fırın ortamında o detay, hattın sürekliliğinin belirlendiği yerdir.
4. Temel Mühendislik Mekanizması
Sorunun kaynağı tek cümleyle özetlenir: ısı, hareketli aksamın düşmanıdır.
Bir rulman ısındıkça yağı incelir ve metal yüzeyler arasındaki koruyucu film zayıflar. Tahrik mili genleşir, boyu ve çapı değişir, yataklamadaki boşluklar bozulur. Zincir ile dişli arasındaki temas, tasarlandığı sıcaklıktan uzaklaştıkça daha hızlı aşınır.
Bunun hat için anlamı, hasarın kademeli olmasıdır. Sistem ilk hafta sorunsuz döner. Asıl yıpranma, ısının aynı parçalar üzerinde tekrar tekrar birikmesiyle ortaya çıkar. Bu yüzden fırın konveyörünü kısa bir testle değerlendirmek yanıltıcıdır. Gerçek sınav, zaman içindeki sürekliliktir.
İkinci mekanizma rijitliktir. Palet gibi ağır ve düzenli bir yükü taşıyan gövde bükülmemelidir. Yük altında esnerse zincir hattı kayar, dişli hizası bozulur ve aşınma hızlanır. Fırın ortamında ısı yönetimi ile yapısal rijitlik birbirinden ayrılamaz.
Üçüncü mekanizma tahrik mantığıdır. Düzenli ve hassas taşımada zincir tahrik, sürtünmeye dayalı bant tahrikinden daha kararlı ve daha öngörülebilir bir hareket verir. Yükün ağır, konumun önemli olduğu yerde bu öngörülebilirlik hattın ritmini korur.
5. Çözüm Seçenekleri
Sıcak bir bölge için tek bir doğru konveyör yoktur. Doğru yanıt; yüke, sıcaklığa ve konumlamanın ne kadar hassas olması gerektiğine bağlıdır. Birkaç yönü tartmakta fayda var.
Tahriki ısının dışında tut. En etkili adım, tahrik grubunu, özellikle tahrik milini, fırın boşluğunun dışına almaktır. Fırın içinde yalnızca taşıyan yapı kalır. Dönmeyi yöneten hassas parçalar daha serin havada çalışır. Avantajı, yorulma sorununun büyük kısmını kaynağında çözmesidir. Sınırı, hazır ürünle değil özel yerleşim çalışmasıyla yapılabilmesidir.
Tahrik tipini bilinçli seç. Zincir tahrik, ağır ve düzenli yüke ve kesin, öngörülebilir harekete uygundur. Bant tahriki daha basit ve ucuzdur, ama koşullar değiştikçe kayar; sıcak ve hassas bir hatta bu zayıf bir seçimdir. Denge, ilk maliyet ile uzun vadeli kararlılık arasındadır.
Zinciri yük için değil pay için boyutlandır. Çift sıra zincir, yükü iki hat üzerine paylaştırır ve tek sıraya göre güvenlik payı ekler. Bedeli biraz daha fazla kütle ve daha sağlam bir gövdedir; zorlu ortamda bu bedel genellikle değer.
Gövdeyi ve yüzeyi ortama göre planla. Rijit bir gövde zincir hattını sabit tutar. Doğru yüzey hazırlığı ve kaplama, korozyona ve sıcaklığa karşı korur. Bunlar süs değildir; sistemin ne kadar dayandığını belirler.
6. Tasarım Kriterleri
Bu tip bir konveyör tasarlanırken birkaç kriter her kararı yönlendirir.
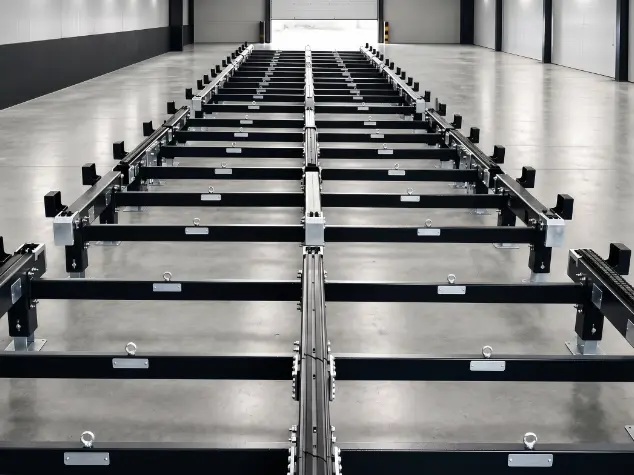
Yük ve ürün tipi. Palet ağır ve düzenlidir; bu yüzden gövde ve zincir, anlık değil sürekli yüke göre boyutlandırılır. Bu projede yük, bükülmeyi en aza indirmek ve zincir hattını sabit tutmak için seçilen rijit 150×100×5 ST-37 yapı çeliği gövde üzerinde taşınır.
Tahrik ve dönme hassasiyeti. Tahriki, ısıl işlemli Z16 dişliler üzerinde çalışan 16B-2 çift sıra zincir verir. Dönme hassasiyetini UKFL213 FAG rulmanlar ve Ø60 mm taşlanmış tahrik mili korur. Taşlanmış yüzey, yatak boşluğunu düşük ve dönmeyi pürüzsüz tutar.
Isı yönetimi. En büyük tek karar, tahrik milini fırın boşluğunun dışına almaktır; böylece ısı, hareketi yöneten parçalardan uzak kalır. Bütün yerleşimi bu kriter şekillendirir.
Ortam ve koruma. SA2 (yüzey hazırlık standardı) kumlama ve ardından fırın boya, gövdeyi korozyona ve sıcaklığa karşı hazırlar. Hareketli her parçanın üzerinde CE (Avrupa uygunluk direktifleri) kapsamında koruyucu muhafaza bulunur. Güvenlik sonradan değil, baştan tasarımın parçasıdır.
Montaj ve sevkiyat. Geçiş kısıtları sonradan düşünülen bir ayrıntı değil, bir tasarım girdisidir. Burada sistemi 6 ayrı montaj grubuna ayırdık, fabrika içi geçişi aşacak biçimde boyutlandırdık ve sahada birleştirilmek üzere parçalara ayrılmış halde sevk ettik.
7. Aliş Makina Sistem Perspektifi
Bu tip bir problemi yalnızca ekipman seçimi çözmez. Tek başına daha güçlü motor ya da daha dayanıklı rulman seçmek, ısı altında yorulan bir hattı düzeltmez.
Hat davranışı sistem seviyesinde ele alınmalıdır. Gövde, tahrik, rulman, yüzey ve muhafaza tek bir sistem olarak birlikte tasarlanır. Çünkü özel bir projede güvenilirlik, parçaların tek tek doğru olmasından değil, birlikte nasıl çalıştığından gelir.
Burada öne çıkan yetkinlik transfer mühendisliğidir: ağır ve düzenli bir yükü zorlu bir ortamda kararlı taşımak. Aliş Makina bunu anahtar teslim bir hat entegrasyonu sorunu olarak ele alır. Geometri, yüzey seçimi, tahrik tipi ve ısı yönetimini tek bir karar olarak birlikte değerlendiririz.
Bir iş standart ürün gamının dışına çıktığında, yöntem değişmez. Aynı mühendislik disiplinini tasarımdan imalata kadar taşırız; çünkü hazır ürün yetmediğinde hattı ayakta tutan budur.
8. Sıkça Sorulan Sorular
Fırın konveyöründe neden önce tahrik sistemi yorulur?
Tahrik grubu en hassas hareketli parçaları taşır: rulmanlar, mil ve zincir-dişli teması. Isı yağı inceltir, mili genleştirir ve boşlukları değiştirir. Bu parçalar sıcaklığa en duyarlı olanlardır; bu yüzden aşınmayı yapıdan önce gösterirler. Tahriki sıcak bölgenin dışına almak en kırılgan parçaya doğrudan çözüm üretir.
Sıcak bölgede zincir tahrik mi bant tahrik mi daha iyi?
Ağır, düzenli ve konumun önemli olduğu yükte genellikle zincir tahrik daha uygundur. Kesin ve öngörülebilir hareket verir, koşullar değişince kaymaz. Bant tahriki daha basit ve ucuzdur, ama kayması onu sıcak ve hassas bir hatta zayıf bir seçim yapar. Doğru yanıt yine yüke ve hassasiyet ihtiyacına bağlıdır.
Tahrik milini fırın dışına almak aslında ne sağlar?
Isının en çok zarar verdiği parçaları sıcak bölgeden çıkarır. Fırın içinde yalnızca taşıyan yapı kalırken, rulmanlar ve tahrik mili daha serin havada çalışır. Bu, yorulma sorununun büyük kısmını kaynağında çözer; ısı zaten zarar verdikten sonra telafi etmeye çalışmaz.
Konveyör neden ayrı montaj gruplarında sevk edilir?
Büyük bir fabrikada kapılar, koridorlar ve montaj alanları sahaya neyin ulaşabileceğini sınırlar. Tek parça büyük bir ünite çoğu zaman içeri giremez. Sistemi gruplara ayrılacak, sonra sahada birleştirilecek biçimde tasarlamak, dar alana büyük konveyör kurmanın çoğu zaman tek gerçekçi yoludur.
Standart bir hazır konveyör fırın ortamında çalışır mı?
Çoğu zaman tek başına çalışmaz. Raftaki ürün oda sıcaklığı ve sabit yerleşim için kuruludur. Isıya dayanım, çalışan hatta uyum ve sökülebilir sevkiyat aynı anda geçerliyse, gereksinimler hazır ürünlerin kapsadığının ötesine geçer ve sistem o koşullara göre tasarlanmalıdır.
Gövde rijitliğinin rolü nedir?
Ağır ve düzenli bir yük, zayıf bir gövdeyi bükebilir. Gövde esnerse zincir hattı kayar, dişli hizası bozulur ve aşınma hızlanır. Rijit bir gövde zincir hattını sabit tutar, böylece tahrik hizada kalır. Sıcak bölgede rijitlik ve ısı yönetimi birlikte çalışır; birini ihmal etmek diğerini de zayıflatır.
9. Sonuç
Fırın sıcağında çalışan bir zincirli konveyörde asıl soru, hangi motorun daha güçlü olduğu değildir. Asıl soru, ısının hareketli aksamdan nasıl uzak tutulduğu ve yapının yük altında nasıl rijit kaldığıdır.
Tahrik milini sıcak bölgenin dışına almak, rijit bir gövde kurmak, çift sıra zincir tahrikiyle hareketi öngörülebilir tutmak. Bunlar tek bir kararın değil, üç kararın birlikte verdiği sonuçtur. Her biri diğerini destekler ve sistem zaman içinde kararlı kalır, çünkü parçalar birlikte çalışır.
Uzun vadeli güvenilirlik için ders bu projenin ötesine geçer. Zorlu bir ortamda dayanıklılık, herhangi bir parçanın özelliği değil, baştan tasarlanan bütün bir sistemin özelliğidir.