Saatte 36.000 bardak, içeri iki sıra, dışarı tek sıra ve tek bir ezik bardağa bile izin yok. Paketleme hattının sonundaki iş budur; ürünler bir sonraki makinenin istediği düzende neredeyse hiç gelmez. Shrink (büzüşmeli film ambalaj) makinesi bardakları yan yana iki sıra halinde çıkarır. Onu izleyen x-ray (röntgen yabancı madde kontrol) cihazı ise tek seferde tek bardak ister. Hat sonu teke düşürme sistemi tam bu boşlukta yaşar ve hattın sonunda akıcı mı çalışacağını yoksa tıkanacağını mı belirler.
Bu küçük bir ayrıntı gibi görünür. Değildir. İki hareketli sırayı saatte binlerce ürün hızında, tek bir bardağı bile ezmeden tek sıraya indirmek, gıda taşımanın en zor geçişlerinden biridir. Yanlış çözülürse ürünler sıkışır, kontrol beslemesi boşa düşer ve arkadaki hat geri yığılır.
Bu yazı, o geçişi bir mühendislik ekibinin baktığı gibi ele alıyor. Önce üretim problemiyle başlıyoruz. Sonra kötü çözmenin operasyonel maliyetine, ardından temiz birleştirmeyi mümkün kılan mekanizmaya geçiyoruz. En sonda çözüm seçenekleri, tasarım kriterleri ve hepsini bir arada tutan sistem bakışı var. Rakamlar ve bileşenler, bir gıda üreticisi için kurduğumuz gerçek bir bardak hattından geliyor.
2. Hattın Sonundaki Problem
Tablo basit. Shrink makinesi kesintisiz çalışır ve bitmiş bardakları yan yana iki sıra halinde dışarı iter. Tam hızda dakikada 72 ürüne kadar, ikişer ikişer çıkış verir.
Hattın aşağısında x-ray istasyonu bulunur. Ürün sevk edilmeden önce her bardağı yabancı maddeye karşı tarar. Bu istasyonun tek ve katı bir şartı vardır: tek sıra okur. Yan yana gelen iki bardak güvenilir biçimde kontrol edilemez.
Yani hatta yapısal bir çelişki vardır. Kontrolden önceki makine ikişerli çalışır. Kontrol ise birer birer çalışır. Aradaki bir şeyin iki sırayı kesintisiz biçimde teke indirmesi ve kontrole düzgün, eşit aralıklı tek bir akış vermesi gerekir.
3. Operasyonel Etki
Bu geçiş kötü tasarlandığında zarar genellikle tek bir büyük arıza olmaz. Günlük kayıpların art arda dizilmesi olarak görünür.
Birincisi, ürün hasarı. İki sıra çok sert biçimde birleştirilirse bardaklar birleşme noktasında çarpışır. Kenarlar ezilir, kapaklar gevşer ve sağlam görünen bir gıda ürünü artık ayrılmak zorunda kalır. Soğuk ya da kapalı bir üründe ezilen bardak, fire demektir.
İkincisi, hat duruşları. Sıkışan bir birleşme noktası basıncı geriye gönderir. Arkadaki bardaklar birbirine yığılır. Bu geri basınç shrink makinesine doğru iter ve tampon alan dolunca öndeki makine durmak zorunda kalır. Tek bir dar nokta tüm hattın hızını belirler.
Üçüncüsü, kontrol güvenilirliği. X-ray cihazı her bardağı temiz okumak için eşit aralık ister. Tek sıra kümelenmiş ya da boşluklu gelirse cihaz sağlam ürünü reddedebilir veya daha kötüsü gerçek bir kusuru kaçırabilir. İki sonuç da parayla ve güvenle ödenir.
Bir operasyon ya da kalite müdürü için geçişin asıl anlamı budur. Bu bir konveyör ayrıntısı değildir. Vardiya hedefini tutturan bir hat ile sonunda kendisiyle boğuşan bir hat arasındaki farktır.
4. Temel Mühendislik Mekanizması
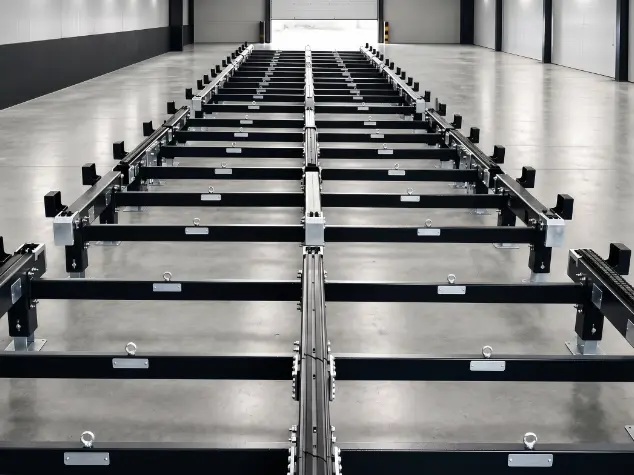
Temiz bir teke düşürme sistemi tek bir makine değildir. Bir sıralamadır ve her aşama, ürünü bir sonrakine vermeden önce tek bir işi yapar.
İlk iş tamponlamadır. Shrink çıkışına tam iki biriktirme konveyörü yerleşir. Görevleri ani yükü emmektir. Shrink makinesi tam düzgün bir akış vermez, bu yüzden tampon bölge ani çıkışları yumuşatır. Bunu trafikteki bekleme şeridi gibi düşünün: öndeki yol yavaşlayınca araçlar burada bekler, birbirine çarpmaz. Hat için bu, aşağıdaki aşamaların hiç ani sel görmemesi demektir.
İkinci iş aralamadır. Sonra üç ara açma konveyörü ürünler arasındaki mesafeyi adım adım artırır. Artan hızlarda çalışan kısa konveyörler bardakları nazikçe birbirinden ayırır, böylece artık değmezler. Sıralar birleştirilmeden önce aralık yaratılmalıdır. Sıkışık bardaklar çarpışmadan birleşemez.
Üçüncü iş birleştirmedir. Tek ve daha geniş bir birleştirme konveyörü, aralanmış iki sırayı teke indirir. Sistemin kalbi burasıdır. Geometri, bardakları iki akıştan tek bir düzenli sıraya yönlendirir ve bunu geri basınç olmadan yapar. Hiçbir bardak önündekine itilmez.
Dördüncü iş teslimdir. Avare rulolu son bir toplama konveyörü, son tampon görevi görür ve x-ray beslemesine eşit bir tek sıra sunar. Bardak cihaza ulaştığında tek başına, dik ve eşit aralıklıdır.
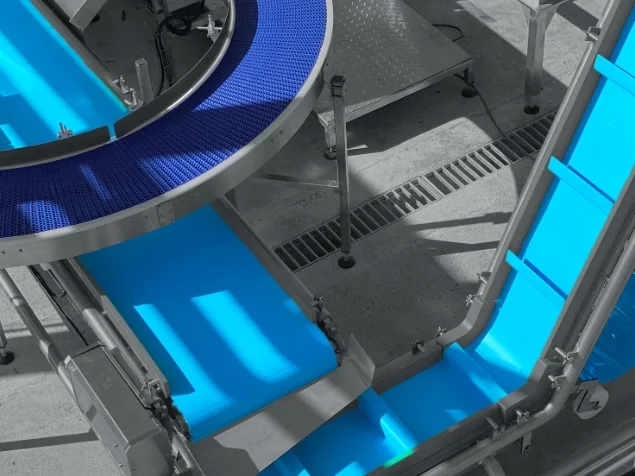
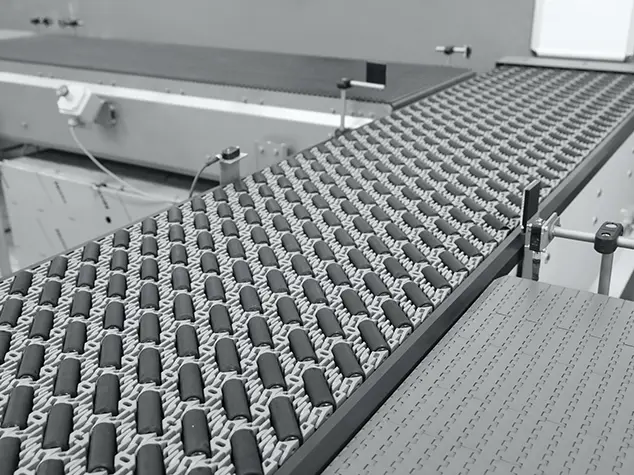
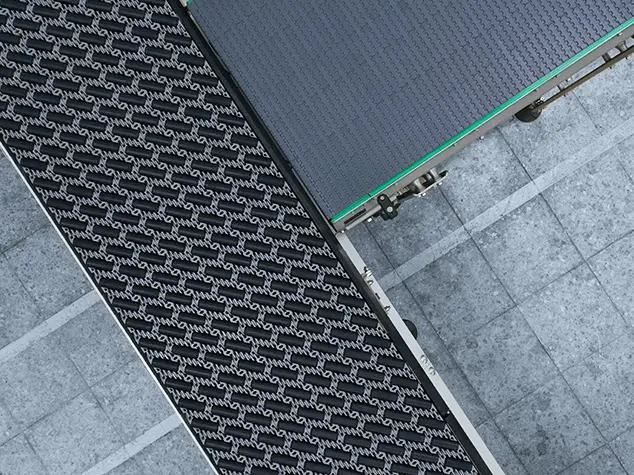
Bant yüzeyi bütün bunları birbirine bağlar. Kapalı yüzeyli bir modüler bant, küçük bardak tabanlarını tam destekler ve transferlerde devrilmelerini ya da takılmalarını önler. Bardakların dört aktarma boyunca dik kalmasını sağlayan seçim budur.
5. Çözüm Seçenekleri
İki sırayı teke indirmenin birden fazla yolu vardır ve her biri kendi ödünlerini taşır.
Mekanik kılavuz rayı en basit yaklaşımdır. Sabit raylar iki sırayı birbirine doğru huniler. Ucuzdur, ama ürünleri birbirine bastırarak çalışır. Sağlam ürünlerde sorun olmayabilir. İnce cidarlı bardaklarda ve yüksek hızda temas kuvveti ürünü ezer, bu yüzden burada yanlış araçtır.
Geri basınçsız birleştirme, bu hatta kullanılan yaklaşım, adımları ayırır. Önce tamponla, sonra aralığı aç, sonra birleştir. Daha çok konveyör ve daha çok kontrol ister, ama çarpışmaları ortadan kaldırır. Her bardak tek sıraya kendi başına girer, arkadaki ittiği için değil.
Bant seçimi iki seçeneğin de altında durur. Kapalı, hijyenik bir modüler bant küçük tabanları destekler ve bir gıda hattının yarattığı kalıntıya direnir. Açık ya da kaba bir bant yüzeyi bardakların takılıp devrilmesine izin verir ve ürün artığını içinde biriktirir.
Hat mimarisi son seçimdir. Kısa, amaca özel konveyörlerden oluşan kompakt bir dizi, her şeyi tek bir uzun bantla yapmaya çalışmaktan daha fazla kontrol verir. Her aşama kendi hızında çalışabilir, kademeli aralamanın istediği tam olarak budur.
6. Tasarım Kriterleri
Birkaç parametre sistemin çalışıp çalışmayacağını sessizce belirler.
Önce ürün tipi gelir. Hafif, kapalı bir bardak; cam kavanoz ya da metal kutudan farklı davranır. Bardak destekleyici bir bant yüzeyi ve nazik transferler ister, çünkü kolay devrilir ve ezilir.
Hat hızı aralık hesabını kurar. Dakikada 72 ürüne kadar çıkan bir hatta, ara açma aşamaları kısa mesafede yeterli boşluğu yaratmak zorundadır. Konveyör uzunlukları ve hız kademeleri jenerik bir değere değil, bu hıza göre boyutlanır.
Hijyen malzeme seçimini yönlendirir. Bir gıda hattında her metal parça AISI 304 paslanmaz çeliktir ve konveyör gövdeleri, kalıntı biriktirmeden temizlenebilen hijyenik bir tasarımı izler. Bant yüzeyi aynı nedenle kapalıdır. Aşınan parçaları PE1000 ve Delrin gibi gıdaya uygun mühendislik plastiklerinden seçeriz.
Bant yüksekliği ve ergonomi operatörler için önemlidir. Bant üstü yüksekliğini yaklaşık 900 mm tutarız, bu da hattı rahat bir çalışma seviyesinde ve çevredeki makinelerle uyumlu kılar.
Güvenlik listeyi kapatır. Her hareketli parçayı koruyucuyla kapatırız, böylece çalışan ekip hattı yavaşlatmadan güvende kalır.
7. Aliş Makina Sistem Perspektifi
Böyle bir projeden çıkan ders şu: akıllı tek bir konveyör teke düşürmeyi tek başına çözmez. Bu sorunu ancak hattın sonunun tamamını tek bir davranış olarak ele alarak çözebilirsiniz.
Tamponlama, aralama, birleştirme ve son besleme; birbirine cıvatalanmış dört ürün değildir. Tek bir sürekli akış problemidir. Aralarındaki hız kademeleri, altlarındaki bant yüzeyi ve birleşme noktasındaki geometri hepsi birbiriyle uyuşmak zorundadır. Birini değiştirin, diğerleri kayar.
Aliş Makina işe böyle yaklaşır. Hat bir sistem olarak tasarlanır; geometri, bant seçimi ve akış fonksiyonu ayrı ayrı değil birlikte kararlaştırılır. Bileşenleri, SEW Eurodrive redüktör motorlardan FAG ve SKF paslanmaz rulmanlara kadar, bu davranışı tam bir üretim vardiyası boyunca koruyacak şekilde seçeriz.
Sistemi nakliye ve yerinde montaj dahil eksiksiz teslim ederiz ve onu tasarlayan saha ekibimiz devreye alır. Hattı CE (Avrupa uygunluk) işareti ve tam dokümantasyonla teslim ederiz. Bir paketleme hattında verimlilik, tek bir parçayla değil, bu tür bir tasarım düşüncesiyle başlar.
8. Sıkça Sorulan Sorular
Paketleme hattında teke düşürme ne demektir?
Teke düşürme, geniş ve çok sıralı bir ürün akışını tek bir düzenli akışa, biri diğerinin arkasında olacak şekilde çevirmektir. X-ray kontrol cihazı ya da etiketleme makinesi gibi tek seferde tek ürün işleyen bir makine olduğunda gerekir.
Ürünler neden basit bir kılavuz rayıyla birleştirilemez?
Kılavuz rayı sıraları ürünleri birbirine bastırarak birleştirir. Sağlam ürünlerde bu kabul edilebilir. İnce cidarlı bardaklar hızla hareket ederken temas kuvveti ürünü ezer ve zarar verir, bu yüzden onun yerine geri basınçsız birleştirme kullanılır.
Bu sistemde biriktirme konveyörü ne işe yarar?
Biriktirme konveyörleri shrink çıkışında durur ve akıştaki ani artışları emer. Tampon görevi görür, böylece aşağıdaki birleştirme ve kontrol aşamaları ani çıkışlar yerine her zaman düzgün, yönetilebilir bir akış alır.
X-ray istasyonu neden tek sıra ister?
X-ray cihazı her ürünü yabancı maddeye karşı tek tek tarar. Yan yana gelen iki ürün güvenilir okunamaz, eşit olmayan aralık ise yanlış ret ya da kaçan kusur yaratır. Eşit aralıklı temiz bir tek sıra, kontrolü doğru kılan şeydir.
Burada hijyenik tasarım neden bu kadar önemli?
Bu bir gıda hattıdır, bu yüzden her yüzey temizlenebilir ve kalıntıya dirençli olmalıdır. Paslanmaz çelik yapılar, kapalı yüzeyli bantlar ve gıdaya uygun plastikler ürün artığının birikmesini önler ve hattı gıda güvenliği gereklilikleriyle uyumlu tutar.
İki sıradan teke geçişte ürün hasarı nasıl önlenir?
Hasar, adımları ayırarak önlenir. Akış önce tamponlanır, sonra ürünler arasındaki aralık kademeli açılır ve ancak ondan sonra iki sıra geri basınç olmadan birleştirilir. Her bardak tek sıraya itilerek değil, kendi başına girer.
9. Sonuç
İki sırayı x-ray kontrolünden önce teke indirmek, son bir rötuş gibi görünür. Uygulamada ise bir paketleme hattının en çok arıza verebileceği noktalardan biridir. Çarpışmalar, sıkışmalar ve düzensiz beslemeler hep bu geçişte toplanır.
Çözmenin yolu, onu tek bir konveyör olarak görmeyi bırakıp bir akış olarak görmeye başlamaktır. Ani yükü tamponla, aralığı aç, basınçsız birleştir ve temiz bir tek sıra sun. Her aşama ürünü bir sonrakine hazırlar ve bant yüzeyi onu yol boyunca dik tutar.
Bir sistem olarak yapıldığında geçiş, bir problem olarak ortadan kalkar. Bardaklar x-ray beslemesine eşit aralıklı ve hasarsız ulaşır, kontrol onları temiz okur ve hat kendi anma hızını sonuna kadar korur. O kararlılık, iyi bir hat sonu mühendisliğinin asıl ürünüdür.