Bir jelly paketleme hattı dışarıdan basit görünür. Ürün pişirme ve kaplama adımlarından sonra paketleme makinesine girer ve hattı poşet olarak terk eder. Sahada tablo farklıdır. Paketleme öncesinde jellynin temas ettiği her yüzey, hattın hat verimini, hijyenini veya ürün formunu kaybedebileceği bir nokta haline gelir.
Sebep ürünün kendisidir. Jelly tasarımı gereği yapışkandır. Şeker kaplaması, yağ filmi ve sıcak çekirdek, metal veya plastik bir yüzeyle buluştuğunda aynı şekilde davranır. Küçük bir temas alanı vakum noktasına döner. İnce bir ürün filmi, bir sonraki parçayı kendine çeken bir tabakaya döner. Ürün dikey paketleme makinesine (VFFS, dikey form-doldur-kapat paketleme makinesi) ulaştığında, yukarıdaki düzensizlik üç şeyi birden belirler: poşet ağırlığı tutarlı çıkar mı, çevrim süresi sabit kalır mı, operatör vardiyayı paketleyerek mi yoksa temizleyerek mi geçirir.
Bu yazı, jelly paketleme hattının bu tek gerçeğin etrafında nasıl tasarlandığını anlatır. Sıra her Aliş Makina projesinde aynıdır: üretim problemi, operasyonel etki, mühendislik mekanizması, çözüm seçenekleri, tasarım kriterleri ve hepsini bir arada tutan sistem bakışı.
2. Üretim Problemi
Jelly hattında ürünün kırılgan olduğu üç aktarım noktası vardır. Birincisi, üretimden gelen serbest jellynin elevatöre düzenli akış olarak verildiği sarsak besleyicidir. İkincisi ürünü paketleme makinesine yükselten dikey elevatördür. Üçüncüsü, paketleme çenesinden çıkan poşeti kalite kontrole veya kasalama makinesine taşıyan çıkış konveyörüdür.
Üç noktada da problem aynı sorunun farklı yüzleridir. Sarsakta jellyler hem yüzeye hem birbirine yapışır, bu yüzden elevatöre giden akış kümeli olur. Elevatör bandında, deşarj noktasından sonra ürün filmi bant üzerinde kalır ve bandın altına taşınır. Bu davranışa alta taşıma (carry-over) denir. Paketleme çıkışında, çeneden sabit bir çevrimle gelen yumuşak poşet, çıkış konveyöründeki herhangi bir gecikmede bir sonraki poşetin üzerine biner.
Bunların hiçbiri mekanik arıza değildir. Hepsi yüzey ve zamanlama sorunudur. Hat çalışmaya devam eder ama düzensiz çalışır.
3. Operasyonel Etki
İlk etki paketleme makinesinde görünür. Paketleme makinesi her çevrimde sabit, dozajlı bir ürün ağırlığı bekler. Besleyici kümeli verirse dozajlama sistemi düzeltmek için zorlanır, poşet ağırlıkları kayar ve operatör ya sapmayı kabul eder ya da düzelmek için hattı yavaşlatır. Her iki durumda da paketleme makinesinin nominal kapasitesi, hattın gerçekten ürettiği kapasite değildir.
İkinci etki hijyendir. Alta taşıma yapan bir bant, vardiya içinde silinmek üzere tasarlanmamış bölgelere ürün filmi taşır. Bu film soğur, toz tutar ve kontaminasyon kaynağına döner. Standart cevap hattı durdurup temizlemektir. Bu yüzden temizlik süresi bir jelly tesisinin raporlarındaki en büyük gizli maliyet kalemlerinden biridir.
Üçüncü etki çıkış bölgesidir. Çeneden çıktıktan sonraki ilk metrede deforme olan bir poşet, mühür kontrolünü veya ağırlık kontrolünü geçemeyen bir poşettir. Her deforme poşet yeniden işlem demektir. Bitmiş poşette yeniden işlem, hattın başındaki ıskartadan daha pahalıdır çünkü ambalaj malzemesi zaten tüketilmiştir.
Üretim müdürü için üç etkinin de görünen sinyali aynıdır: hat tam vardiya boyunca nominal hızında duramaz. Gerçek hız nominal hızın altında kalır ve aradaki fark jelly üretiminin normal maliyeti olarak yutulur.
4. Temel Mühendislik Mekanizması
Üç problemin de arkasındaki mekanizma temastır. Bir jelly parçası, temas alanı yeterince büyük ve düz olduğunda yüzeyde vakum veya şeker köprüsü oluşturur ve oraya yapışır. Temas geometrisini kırın, yapışkanlık ürünü yüzeye tutamaz.
Sarsak besleyicide temas geometrisi pan yüzeyidir. Düz, saten paslanmaz sac, jellye düzgün ve sürekli bir temas alanı verir. Yapışmak için ideal yüzeydir. Sacın yüzeyinin küçük noktalarla şekillendirildiği nokta dokulu yüzey ise jellye yalnızca her noktanın ucunu dayanak olarak bırakır. Temas alanı bir basamak küçülür, vakum oluşamaz ve ürün yalnızca titreşim enerjisiyle kayar.
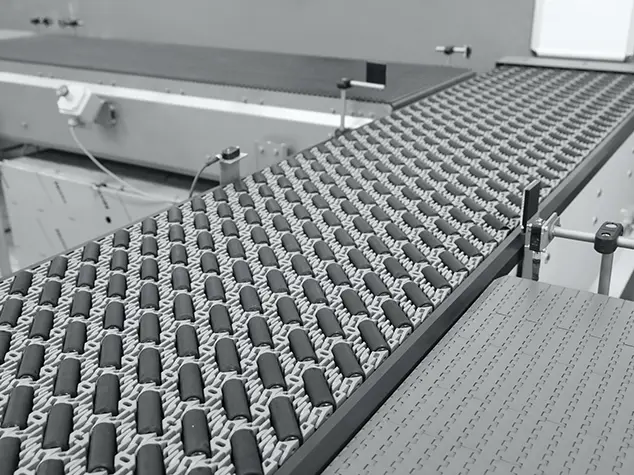
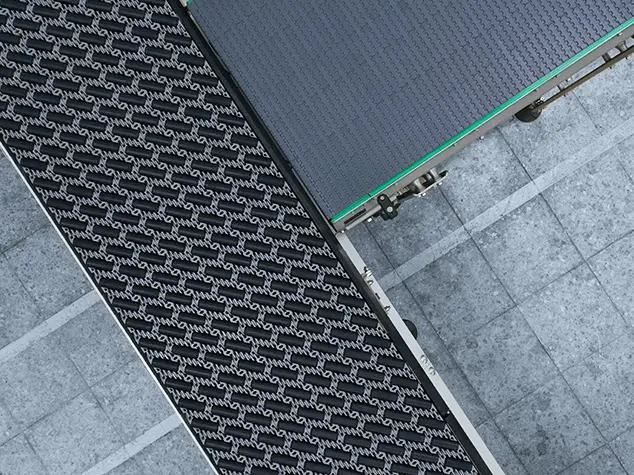
Modüler bantta aynı mantık geçerlidir. Menteşeli ve pimli düz bir bant yüzeyi, hem menteşe boşluklarında hem de pimin alt yüzünde ürün filmini tutar. Pimsiz, tek parça bir bant bu denklemi bozar. Üst yüzeyinde elmas veya nub gibi dokulu desen olan bant, ürüne üstte daha az temas alanı verir. Altta pim boşluğu da bırakmaz. Ürün deşarj noktasında bandı bırakır, dönüş tarafına çekilmez.
Çıkış konveyöründe mekanizma yüzey değil zamanlamadır. Paketleme çenesi sabit bir hızda bırakır. Bu hız BPM (dakikadaki paket sayısı) olarak ölçülür. Çıkış bandı, paketleme çevrimine eşit bir boşluk açacak hızda hareket etmelidir. Bant yavaş kalırsa poşetler çarpışır. Bant hızlı giderse çevrim tamamlanmadan mühür bölgesi çekilir. Paketleme makinesinin inverterine bağlı PLC (programlanabilir kontrolör), hız değişimlerinde bandı doğru oranda tutar.
5. Çözüm Seçenekleri
Sarsak aşamasında pratik seçim düz saten paslanmaz yüzey ile nokta dokulu paslanmaz yüzey arasındadır. Düz saten yüzey, kuru ve yapışkan olmayan ürünler için doğru ve daha düşük maliyetli seçenektir. Jelly ve diğer şeker kaplı ürünler için 6wl noktalı paslanmaz çelik gibi nokta dokulu bir yüzey, hattı ayakta tutan seçenektir. Düz saten versiyon, aynı hatta kuru ürün koşturan tesisler için seçenek listemizde bulunur.
Elevatör aşamasında üç bant ailesi jelly geometrisini karşılar. Series 900 ailesi modüler bant, ürünün eğimsiz aktığı düz transferler için uygundur. Series 800 ailesi modüler bant ise dik tırmanış için seçilir. Yüksek pim mukavemeti, kanatların dik açıyla tırmandığı Z-elevatör geometrisini taşır. Her pime düşen yük düz hattan fazla olduğu için bu yüklenmeye dayanıklı seri tercih edilir. Pimsiz Intralox ThermoDrive bant, Embedded Diamond Top veya Nub Top yüzeyiyle, alta taşımanın belirleyici sorun olduğu ve temizlik süresinin düşürülmesi gereken uygulamalar için seçilir.
Çıkış aşamasında seçenek hangi bandı kullanacağımız değil, bandı nasıl kontrol edeceğimizdir. Hız kontrolü olmayan bir çıkış konveyörü hattı geri tutar. Paketleme makinesinin inverteriyle PLC üzerinden senkronize edilmiş bir çıkış konveyörü, poşeti bir sonraki istasyona sıfır yığılmayla bırakır.
Üç aşama birbirinin yerine geçmez. Doğru sarsak yüzeyi yanlış elevatör bandını kurtaramaz, doğru bant da senkronsuz bir çıkışı kurtaramaz. Hat, üç halkasının en zayıfı kadar iyidir.
6. Tasarım Kriterleri
Birinci tasarım kriteri ürün tipidir. Şeker kaplaması ağır bir jelly, yağ filmi olan bir jellyden farklı davranır. Sert kabuklu bir şekerleme ise her ikisinden farklıdır. Sarsaktaki yüzey seçimi ve elevatördeki bant seçimi, baskın film tipinden çıkar.
İkincisi kapasite aralığıdır. Bizim kapsamımızdaki jelly paketleme hatları, küçük tarafta saatte 500 kg, büyük tarafta saatte 5 ton arası çalışır. Bant eni, elevatör kanat yüksekliği ve sarsak pan alanı bu aralıkla ölçeklenir. Yüzey mantığı aralık boyunca aynı kalır, her bölümün geometrisi değişir.
Üçüncüsü hijyen sınıfıdır. Her vardiya sanitasyon (yerinde temizlik) gerektiren bir hattın bant zarfı, haftalık temizlenen bir hattan farklıdır. Pimsiz ThermoDrive seçeneği, menteşe boşluğu olmadığı için, daha önce menteşeli modüler bant kullanan tesislerde temizlik süresini yaklaşık yarı yarıya indirir. Intralox bu oranı hijyenik uygulamalar için belgeliyor ve devreye alma sırasında entegrasyon ekibimizin gözlemiyle eşleşiyor.
Dördüncüsü paketleme makinesiyle entegrasyondur. Paketleme makinesini genellikle konveyörü kuran taraf vermez. PLC arayüzü net olmayan bir hat, çıkışta elle hız ayarıyla kalır ve elle hız ayarı senkronizasyonun olmaması demektir. Arayüz devreye alma sırasında değil hat düzeni aşamasında karara bağlanır.
Beşincisi hat düzeninin kendisidir. Bir jelly paketleme hattı nadiren tek katlı düz bir akıştır. Paketleme makinesi bir asma kat veya kule üzerine oturur, elevatör onun içine tırmanır, çıkış konveyörü poşet düşüş bölgesinden kaçınmak zorundadır. Geometri bantlar fiyatlandırılmadan önce çözülür çünkü düz bir kata uyan bant ailesi, aynı hattaki Z-tırmanışa her zaman uymaz.
7. Aliş Makina Sistem Perspektifi
Jelly paketleme hattında tek bir bant seçimi tek başına yetmez. Çözüm, sarsak besleyiciyi, elevatörü ve çıkış konveyörünü paketleme makinesinin altında tek bir mühendislik zarfı olarak ele almakla başlar.
Bizim bir jelly projesindeki rolümüz bu zarfı tasarlamaktır. Sarsak yüzeyi ürün film tipinden seçilir. Elevatör bant ailesi tırmanışın geometrisinden ve hijyen gereksiniminden seçilir. Çıkış konveyörü paketleme çevrimine göre boyutlandırılır ve kontrol edilir. Paketleme makinesine PLC arayüzü hat düzeni aşamasında tanımlanır ve devreye almada test edilir. Böylece hat tek bir hız, tek bir çevrim ve tek bir operatör arayüzüyle sahaya çıkar.
Aynı yaklaşım, saatte 500 kg pilot hattan saatte 5 ton üretim hattına kadar ölçeklenir. Bileşenler değişir, prensip değişmez. Jelly hattı önce akış problemi, sonra bileşen problemidir ve akış problemini kapatması gereken aşama tasarım aşamasıdır.
8. Sıkça Sorulan Sorular
Jelly neden düz satine paslanmaz pan yüzeyine yapışır?
Düz yüzey jelly parçasına metalle tam temas verir ve ürünün üzerindeki şeker veya yağ filmi bu temas alanında vakum köprüsü oluşturur. Titreşim enerjisi bu köprüyü kırmaya yetmez; geri kalan yatak hareket ederken jelly olduğu yerde kalır. Nokta dokulu yüzey, temas alanını her noktanın ucuyla sınırlar ve vakum oluşamaz.
Modüler bantta alta taşıma (carry-over) ne demek?
Alta taşıma, deşarj noktasından sonra bant üzerinde kalan ve bandın altından dönüş tarafına taşınan ürün filmidir. Menteşeli modüler bantta film, menteşe boşluklarında ve pimin altında birikir. Aynı hat pimsiz ThermoDrive bantta çalıştığında bu birikme noktaları olmadığı için alta taşıma vardiya boyunca yığılmaz.
Jelly hattında Series 800 ne zaman Series 900 yerine seçilir?
Series 900, jelly için genel düz hat tercihidir; yüzey seçenekleri ve hatve değeri uygundur. Series 800 daha yüksek pim mukavemetine sahiptir. Hat yüksek kanatlı dik bir Z-elevatör içerdiğinde, her pime düşen yük düz hattan fazla olduğu için bu seri seçilir. Seçim ürün değil geometri kararıdır.
Çıkış konveyörü paketleme makinesinin hızına nasıl bağlanır?
Paketleme makinesinin inverteri PLC’ye hız referansı gönderir ve PLC çıkış konveyörünün motorunu paketleme BPM’sinin sabit bir oranında tutar. Paketleme hızı değişince bant hızı eş zamanlı değişir. Sonuç, çıkışta poşetler arasında sabit bir boşluktur.
Bir jelly paketleme hattı genellikle hangi kapasite aralığında çalışır?
Tasarladığımız aralık küçük veya pilot tesis için saatte yaklaşık 500 kg’dan başlar, yüksek hacimli operasyonda saatte yaklaşık 5 tona ulaşır. Bant ailesi, pan alanı ve elevatör kanat yüksekliği bu aralıkla ölçeklenir. Kontrol felsefesi her ölçekte aynı kalır.
Pimsiz bant gerçekten temizlik süresini yarı yarıya düşürür mü?
Menteşeli modüler banttan pimsiz ThermoDrive banta geçen jelly tesisleri yaklaşık yarı yarıya temizlik süresi bildirir. Bunun temel sebebi yıkanacak menteşe boşluğunun ve fırçalanacak pim altı yüzeyinin kalmamasıdır. Kesin oran mevcut temizlik protokolüne bağlıdır ama büyüklük sırası hijyenik uygulamalarda tutarlıdır.
9. Sonuç
Bir jelly paketleme hattı üç aktarım üzerinden ayakta durur veya düşer: sarsaktan elevatöre, elevatörden paketleme makinesine ve paketleme makinesinden çıkışa. Her aktarımda ürün yapışkandır ve yapışkanlık aynı anda hem yüzey hem zamanlama problemidir.
Mühendislik cevabı üç hamledir. Ürünün metale değdiği yerde temas geometrisini kırarsınız. Ürün filminin biriktiği menteşe boşluklarını yapıdan çıkarırsınız. Çıkış bandını paketleme çevrimine kilitleyerek yumuşak poşetin bir sonraki üzerine binmeden ayrılmasını sağlarsınız. Üç hamle de tek başına küçüktür. Hep birlikte, hattın bütün vardiya boyunca nominal hızını tutup tutmayacağına karar verirler.
Aliş Makina, paketleme makinesinin altındaki bu zarfın tamamını, sarsak yüzeyinden çıkıştaki PLC bağlantısına kadar tek bir sistem olarak tasarlar. Bir jelly paketleme hattının nominal değil gerçek hızında çalışması için ihtiyaç duyduğu şey budur.