Bir hattı parça parça satın aldığınızda asıl sorun makinelerin içinde değil, birleştikleri yerde başlar. Her makine tek başına iyi çalışabilir, ama hat bir bütün olarak yine de tökezler. Tesis müdürü için bu, tanıdık ve can sıkıcı bir tablodur: ekipman sapasağlam görünür, üretim ise düşmeye devam eder.
Anahtar teslim hat entegrasyonu tam da bu boşluğu kapatmak için vardır. Dolum makinesini bir tedarikçiden, konveyörü başkasından, kontrol panosunu üçüncü bir yerden almak yerine; tek bir ekip hattı tek sistem olarak tasarlar, kurar ve devreye alır. Yerleşimden, kontrol sisteminden ve makineler arası geçişlerden tek bir ekip sorumlu olur.
Bu yazıda hattın neden geçiş noktalarında kırıldığına bakıyoruz. Bunun günlük üretimde ne anlama geldiğini, sorunsuz bir geçişin arkasındaki mühendisliği ve sistem seviyesindeki bir yaklaşımın üretimi nasıl tek akış halinde tuttuğunu ele alıyoruz.
2. Problem: Hattın Tamamından Kimse Sorumlu Değil
Bir hat parça parça alındığında, sorumluluk da aynı çizgilerden bölünür. Her tedarikçi kendi makinesini çözer ve yalnızca kendi kapsamını onaylar. Dolum tedarikçisi dolumu kanıtlar. Paketleme tedarikçisi paketlemeyi kanıtlar. Ürünün birinden diğerine temiz geçtiğini kanıtlamak ise kimsenin sözleşmesinde yoktur.
Böylece zayıf noktalar göz önünde saklanır: bir bandın ürünü diğerine devrettiği kısa geçişler. Kâğıt üzerinde bu geçişler önemsiz görünür. Sahada ise hattın tek akış olarak mı, yoksa birbirini sürekli sektiren adacıklar zinciri olarak mı çalışacağını bunlar belirler.
Aynı bölünme devreye alma sırasında da görülür. Bir geçişte ürün takıldığında, her tedarikçi kendinden önceki ya da sonraki makineyi gösterir. Tesis hakemlik yapmak zorunda kalır, tartışma sürerken hat durur.
3. Operasyonel Etki
Bozuk bir geçiş nadiren yerel bir sorun olarak kalır. Yayılır.
Ürün bir geçişte geri biriktiğinde, önündeki makinenin ürünü gönderecek yeri kalmaz; yavaşlar ya da durur. Sonraki makine boşa çalışır, ardından bekler. Tek bir yapışkan geçiş, hattın tamamına yayılan dur-kalk davranışına dönüşür. Operasyon müdürü için bu, ritmini koruyan bir hat ile vardiya boyunca gaza basıp duran bir hat arasındaki farktır.
Bu kararsızlığın uzun bir kuyruğu vardır. Dur-kalk çalışma her yeniden başlamada aşınmayı artırır, bakım yükü yükselir. Sert bir geçişte hasar gören ürün hattan çıkarılıp yeniden işlenmek ya da hurdaya ayrılmak zorunda kalır. Üretim öngörülemez hale geldiği için teslimat planı da tahmine döner. Rahat bir program için boyutlandırılan hat artık yetişemez, açığı fazla mesai kapatır.
Bunların hiçbiri kötü bir makineden kaynaklanmaz. Makineler arasındaki, hiçbir tedarikçinin sahip çıkmadığı boşluklardan kaynaklanır.
4. Temel Mühendislik: Bir Geçişi Ne Çalıştırır
Temiz bir geçiş kazara olmaz, mühendislik kararıdır. Birkaç ilke ürünün pürüzsüz geçip geçmeyeceğini belirler.
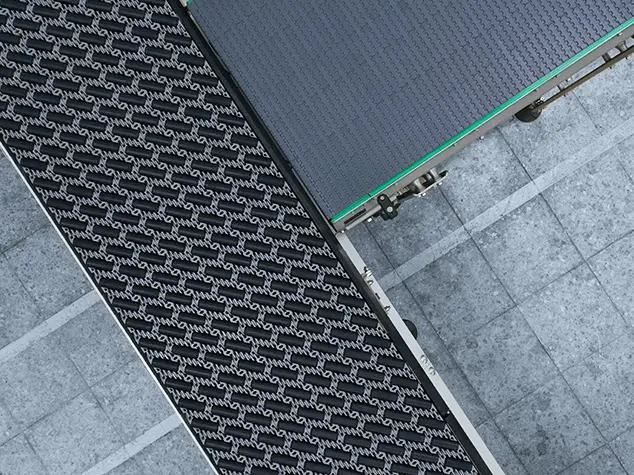
Boşluğun geometrisi. İki bant arasındaki boşluk ne kadar küçük ve desteklenmişse, ürünün devrilme, sıkışma ya da yığılma ihtimali o kadar azalır. Boşluğun kapatılamadığı yerde, sabit bir destek plakası (ölü plaka) ya da küçük çaplı bir burun mili ürünü düşürmek yerine karşıya taşır. Hat için bu, ürünü ezmek yerine koruyan bir geçiş demektir.
Bant ve yüzey davranışı. Taşıma yüzeyi ürüne uymak zorundadır. Modüler bant, ürün biriktiğinde biçimini ve dengesini korur. Sürekli PU ya da PVC bant, hijyen hassasiyeti olan açık ürüne uygundur. Yanlış yüzey, geçişi bir sıkışma noktasına çevirir; bu yüzden yüzey seçimi yalnızca malzeme değil, akış kararıdır.
Tahrik mantığı ve kontrol. Bir geçişin iki yanındaki bantlar hız ve zamanlamada anlaşmak zorundadır. Kontrol burada devreye girer. Kontrol sistemi (PLC, hattı koordine eden programlanabilir kontrolör) komşu bölgeleri aynı ritimde tutar; böylece ürün ne arkadan ezilir ne de aralanıp kopar.
Akış fonksiyonları. Biriktirme, yani üründe tampon oluşturup üst taraftaki bir duruşun alt makineleri aç bırakmasını önlemek, birleştirme ve yönlendirmeyle birlikte ayrı eklentiler değildir. Bunları hatta baştan tasarlarız; böylece akış küçük aksamaları aktarmak yerine soğurur. Sahada bu, hattın kısa bir duruşu tüm hattı kapatmadan atlatabilmesi demektir.
Hat için anlamı basittir: geçişler, mühendisliğin akışı ya bir arada tuttuğu ya da dağılmasına izin verdiği yerlerdir.
5. Çözüm Seçenekleri
Bir hattı düzelten tek bir bant ya da tek bir makine yoktur. Her biri kendi ödünleşmesiyle gelen bir dizi seçim vardır.
Konveyör fonksiyonu. Biriktirme bölgeleri hatta tampon kazandırır; üst taraftaki kısa bir duruş her şeyi birden durdurmaz. Ödünü alan tarafı yer ve maliyettir, çünkü daha çok tampon daha uzun hat demektir.
Geçiş tasarımı. Dar geçişler ve burun mili devirleri boşluğu küçültür, kırılgan ürünü korur. Ürünler çeşitlendiğinde sabit destek plakası daha basit ve bağışlayıcıdır; karşılığında biraz daha sürtünme getirir.
Bant seçimi. Modüler bantlar denge ve kolay yeniden düzenleme sağlar. PU ve PVC bantlar açık ürün için temiz ve sessiz çalışma verir. Doğru yanıt taşınan ürüne bağlıdır, alışılmış tercihe değil.
Hat mimarisi. Kompakt, tek katlı bir yerleşimi denetlemek kolaydır ve geçişleri kısa tutar. Çok katlı yerleşim taban alanından tasarruf eder ama kot farkları ekler; her kot değişimi, doğru kurulması gereken bir başka geçiştir.
Amaç “en iyi” bileşeni seçmek değildir. Bu ürüne, bu hıza ve bu binaya uyan bileşimi seçmektir.
6. Tasarım Kriterleri
İyi bir entegrasyon, hiçbir şey çizilmeden önce sorulan sorularla başlar.
Ürün tipi. Sert bir şişe, hafif boş bir kutu ve açık bir gıda ürünü geçişte farklı davranır; her biri farklı bir yüzey ve geometri ister.
Hat hızı. Hat ne kadar hızlıysa, ürün bir boşluğu o kadar kısa sürede geçer ve sert bir geçişe o kadar az tolerans kalır.
Alan kısıtları. Yerleşimi gerçek bina belirler. İdeal bir plana göre çizilip sonra dar bir alana sıkıştırılan hat, akışı düzgün tutan açıklıkları kaybeder.
Hijyen gereksinimi. Açık gıda teması; açık şasi, erişilebilir yüzeyler ve kolay temizlik ister. Bunlar tasarım girdisidir, son rötuş değil.
Entegrasyon sınırları. Yeni hattın mevcut ekipmanla buluştuğu yerde mekanik uyumu, yerleşimi ve akış sürekliliğini, sahada zaten var olana göre kontrol etmek gerekir.
Bu girdileri doğru almak, mühendislikle kurulan bir hattı yalnızca monte edilmiş bir hattan ayıran şeydir.
7. Aliş Makina Sistem Perspektifi
Daha iyi ekipman seçmek bu tür sorunları tek başına çözmez. Çözüm, hattı tek bir sistem olarak ele almaktan geçer.
Aliş Makina işe sahada başlar. Mevcut yerleşimi ölçeriz ve akışın varsayıldığı yerde değil, gerçekte nerede tıkandığını veriyle buluruz. Sonra hattı tek akış olarak tasarlarız: yerleşimi, kontrol sistemini ve mekanik geçişleri birlikte, sonradan birbirine dikilen ayrı alımlar olarak değil.
Devreye almadan önce riski hattın kendisi üzerinde doğrularız. Ürünün geri birikebileceği ya da durabileceği noktaları arar, bunları üretimde keşfetmek yerine başlamadan önce tasarımdan çıkarırız. Hattı kendimiz devreye alırız; böylece sorumluluk tedarikçiler arasında bölünmek yerine tek elde kalır.
Verimlilik daha hızlı bir makineyle başlamaz. Geometriyi, yüzeyi ve akış fonksiyonunu tek bir karar olarak gören bir tasarım yaklaşımıyla başlar.
8. Sıkça Sorulan Sorular
“Anahtar teslim hat entegrasyonu” tam olarak ne demek?
Tek bir ekibin hattın tamamını tek sistem olarak tasarlaması, kurması ve devreye alması demektir; yerleşim, kontrol sistemi ve makineler arası geçişler dahil. Ayrı makineler alıp birlikte çalışmalarını ummak yerine, alıcı tek sorumlu noktası olan tek bir hat alır.
Üretim hatları neden makinelerde değil de geçiş noktalarında tıkanır?
Her tedarikçi kendi makinesini tek tek test edip onaylar. Aralarındaki kısa boşluklar ise çoğu zaman hiçbir tedarikçiye ait değildir. Ürün bu geçişlerde devrilir, sıkışır ya da geri birikir; kararsızlık iki yandaki makinelere yayılır.
Biriktirme her zaman çözüm müdür?
Hayır. Biriktirme, üst taraftaki kısa bir duruşun alt makineleri aç bırakmaması için hatta yastık verir; ama yer ister ve hattı uzatır. İşe yarayıp yaramayacağı, hattın nerede durduğuna ve duruşların ne kadar sürdüğüne bağlıdır.
Hat hızı tasarımı nasıl değiştirir?
Hızlı hatlarda ürünün her boşluğu geçmek için daha az zamanı olur; bu yüzden geçişler daha dar ve daha desteklenmiş olmalıdır. Düşük hızda çalışan bir geçiş, hat hızlandıkça sıkışma noktasına dönüşebilir.
Yeni bir hat mevcut tesise entegre edilebilir mi?
Evet, ama önce mevcut yerleşimi, mekanik uyumu ve akış sürekliliğini ölçüp kontrol etmek gerekir. Gerçek kısıtları bina ve sahadaki mevcut ekipman belirler.
Hat neden tek elden devreye alınmalı?
Devreye almaya tek ekip sahip olduğunda, tedarikçi kapsamları arasında sorunların saklanacağı boşluk kalmaz. Geçişlerdeki aksaklıklar tartışılmak yerine çözülür.
9. Sonuç
Bir üretim hattı, makineleri arasındaki boşluklar kadar iyidir. Çoğu hat bir makine zayıf olduğu için değil; ürünün bir aşamadan diğerine geçtiği noktalara kimse sahip çıkmadığı için tökezler.
Anahtar teslim hat entegrasyonu bu boşluğu, yerleşimi, kontrolü ve devreye almayı tek bir tasarım sorunu olarak ele alarak kapatır. Pürüzsüz geçişler, ürüne uygun bant yüzeyleri, senkron tahrikler ve doğru akış fonksiyonları; üretimin adacıklar zinciri yerine tek akış halinde ilerlemesini sağlar.
Uzun vadeli kazanç istikrardır: ritmini koruyan, daha az duran, daha az ürün hasarı veren ve teslimat planını dürüst tutan bir hat. Bu istikrar başladıktan sonra eklenmez; sahadaki ilk ölçümden itibaren tasarıma işlenir.