A jelly packaging line looks simple from the outside. Product moves from cooking and coating, gets fed into a bagger, and leaves the line as a finished pouch. On the floor, the picture is very different. Every surface the jelly touches before the bag is a place where the line can lose throughput, lose hygiene, or lose product shape.
The reason is the product itself. Jelly is sticky by design. Sugar coatings, oil films, and warm cores all act the same way once they meet a metal or plastic surface. A small contact area becomes a vacuum point. A film of product becomes a layer that pulls the next piece in. By the time the jelly reaches the vertical bagger, the disorder upstream decides whether the bag weight is right, whether the cycle is steady, and whether the operator spends the shift packaging or cleaning.
This article walks through how a jelly packaging line is designed around that single fact. The chain is the same one we follow in every Aliş Makina project: production problem, operational impact, engineering mechanism, solution options, design criteria, and the system perspective that ties them together.
2. The Production Problem
A jelly line has three handoff points where the product is fragile. The first is the feeder that takes loose jelly from the upstream process and presents it to the elevator as an ordered stream. The second is the vertical elevator that lifts the product to the bagger inlet. The third is the discharge conveyor that takes the finished pouch from the bagger jaw and moves it to quality control or the case packer.
At all three points, the problem is the same in different forms. On the feeder, jellies stick to the pan surface and to each other, so the stream that reaches the elevator is irregular. On the elevator belt, the product film stays on the belt after the discharge point and gets carried back under the belt, which is the behaviour called carry-over. At the bagger exit, the soft pouch arrives at a fixed cycle from the jaw, and any delay on the discharge conveyor pushes the next pouch into the previous one.
None of these are mechanical failures. They are surface and timing problems. The line keeps running, but it runs ragged.
3. Operational Impact
The first impact shows up on the bagger. A bagger expects a steady, dosed weight of product per cycle. If the feeder delivers in clumps, the dosing system fights to correct, the bag weights drift, and the operator either accepts the variation or slows the line to recover. In either case, the rated capacity of the bagger is not what the line actually produces.
The second impact is hygiene. A belt with carry-over carries product film into areas that were never designed to be wiped down during a shift. That film cools, traps dust, and becomes a contamination source. The standard answer is to stop the line and clean it, which is why sanitation time is one of the largest hidden cost lines on a jelly plant report.
The third impact is the discharge area. A pouch deformed in the first metre after the jaw is a pouch that fails the seal check or the weight check. Every deformed pouch is rework, and rework on a finished pouch is more expensive than reject upstream because the packaging material is already consumed.
For a plant manager, the visible signal of all three is the same: the line cannot hold its nameplate rate across a full shift. The actual rate sits below the nameplate, and the gap is absorbed as a normal cost of running a jelly product.
4. The Core Engineering Mechanism
The mechanism behind all three problems is contact. A jelly piece sticks to a surface when the contact area is large enough and flat enough to form a vacuum or a sugar bridge. Break the contact geometry, and the stickiness no longer holds the product to the surface.
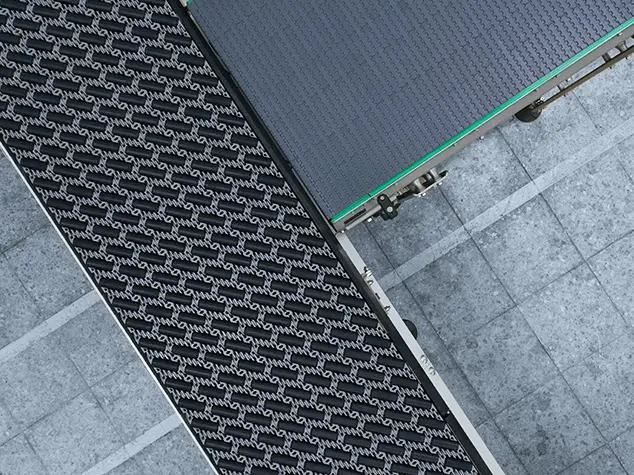
On a vibrating feeder, the contact geometry is the pan surface. A flat satin sheet gives the jelly a smooth, continuous contact area, which is perfect for sticking. A point-pattern surface, where the sheet is shaped with raised dimples, gives the jelly only the tip of each dimple to rest on. The contact area drops by an order of magnitude, the vacuum cannot form, and the product slides on the vibration energy alone.
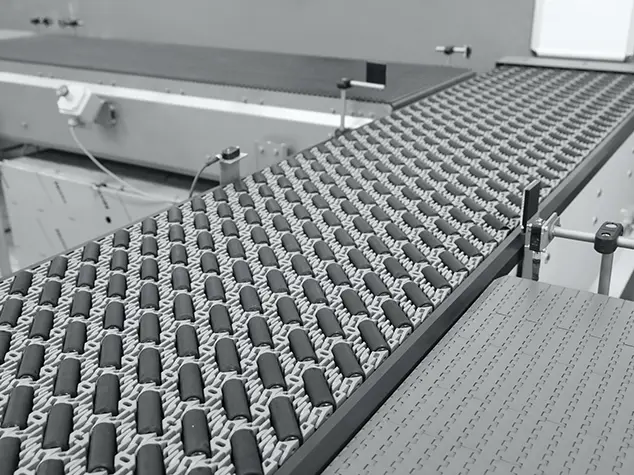
On a modular belt, the same logic applies. A flat belt surface with hinges and pins traps product film in the hinge gaps and at the underside of the pin. A pinless, one-piece belt with a textured top surface, such as a diamond or nub pattern, gives the product less contact area on top and no pin gap underneath. The product releases at the discharge point and does not get pulled around the return side.
On a discharge conveyor, the mechanism is not surface but timing. The bagger jaw releases at a fixed rate, measured in BPM (bags per minute). The discharge belt must move at exactly the speed that opens a gap equal to the bagger cycle. If the belt runs slow, pouches collide. If the belt runs fast, the seal area is pulled before the cycle completes. A PLC (programmable logic controller) link to the bagger inverter holds the belt at the correct ratio across speed changes.
5. Solution Options
For the feeder stage, the practical choice is between a flat satin stainless surface and a point-pattern stainless surface. The flat satin is correct for dry, non-sticky products and is the lower-cost option. For jelly and other sugar-coated products, a point-pattern surface, such as a 6wl dimpled stainless steel, is the option that holds the line. The flat satin remains in our catalogue for plants that run dry product on the same line.
For the elevator stage, three belt families cover the range of jelly geometries. A modular belt in the Series 900 family handles flat, level transfers where the product stays on the belt with no incline. A modular belt in the Series 800 family, with higher pin strength, handles the Z-elevator geometry where flights climb a steep angle and the load on each pin is higher. A pinless ThermoDrive belt, with Embedded Diamond Top or Nub Top surface, handles applications where carry-over is the limiting factor and sanitation time has to come down.
For the discharge stage, the option is not which belt to use but how to control it. A discharge conveyor without speed control will hold the line back. A discharge conveyor with PLC synchronisation to the bagger inverter releases the pouch into the next station at zero pile-up.
The three stages are not interchangeable. A correct feeder surface cannot rescue a wrong elevator belt, and a correct belt cannot rescue an unsynchronised discharge. The line is only as good as the weakest of the three.
6. Design Criteria
The first design criterion is product type. A jelly with a heavy sugar coating behaves differently from a jelly with an oil film, and both behave differently from a hard-shell candy. The surface choice at the feeder and the belt choice at the elevator follow from the dominant film type.
The second is throughput range. A jelly packaging line in our scope runs anywhere from 500 kg per hour at the low end to 5 tonnes per hour at the high end. The belt width, the elevator flight height, and the feeder pan area scale with this range. The same surface logic applies across the range, but the geometry of each section changes.
The third is hygiene class. A line that needs to be cleaned in place every shift has a different belt envelope than a line that is cleaned weekly. The pinless ThermoDrive option, with no hinge gaps, cuts sanitation time roughly in half for plants that previously ran a hinged modular belt. That ratio is reported by Intralox for sanitary applications and matches what our integration team observes on commissioning.
The fourth is integration with the bagger. The bagger is rarely supplied by the conveyor builder. A line that arrives without a clear PLC interface to the bagger inverter will end up with a manual speed knob, and a manual speed knob is the same as no synchronisation. The interface is decided at the layout stage, not at start-up.
The fifth is the layout itself. A jelly packaging line is rarely a straight floor run. The bagger sits on a mezzanine or a frame, the elevator climbs into it, and the discharge has to clear the bag drop area. The geometry has to be solved before the belts are quoted, because the belt family that fits a flat run is not always the belt family that fits a Z-climb in the same line.
7. The Aliş Makina System Perspective
A jelly packaging line is not solved by choosing a belt. It is solved by treating the feeder, the elevator, and the discharge as one engineering envelope under the bagger.
Our role on a jelly project is to design that envelope. The feeder surface is selected from the product film type. The elevator belt family is selected from the geometry of the climb and the hygiene requirement. The discharge conveyor is sized and controlled to match the bagger cycle. The PLC interface to the bagger is defined at the layout stage and tested at commissioning, so the line leaves with one rate, one cycle, and one operator interface.
The same approach scales from a 500 kg per hour pilot line to a 5 tonne per hour production line. The components change, the principle does not. A jelly line is a flow problem first and a component problem second, and the flow problem is what the design phase has to close.
8. FAQ
Why does jelly stick to a flat stainless feeder pan?
A flat surface gives the jelly piece full contact with the metal, and the sugar or oil film on the product forms a vacuum bridge in that contact area. The vibration energy is not enough to break the bridge, so the jelly stays in place while the rest of the bed moves. A point-pattern surface reduces the contact area to the tip of each dimple, and the vacuum cannot form.
What does carry-over mean on a modular belt?
Carry-over is the product film that stays on the belt after the discharge point and travels under the belt on the return side. On a hinged modular belt, the film collects in the hinge gaps and under the pin. The same line on a pinless ThermoDrive belt does not have those collection points, so the carry-over does not build up across a shift.
When is Series 800 preferred over Series 900 on a jelly line?
Series 900 is the general flat-run choice for jelly because of its surface options and pitch. Series 800 has a higher pin strength rating and is selected when the line uses tall flights on a steep Z-elevator, where the load on each pin is higher than a flat run can produce. The choice is geometry-driven, not product-driven.
How is the discharge conveyor matched to the bagger speed?
The bagger inverter sends a speed reference to the PLC that controls the discharge conveyor drive. The PLC holds the belt at a fixed ratio of the bagger BPM, so a change in bagger speed produces an immediate change in belt speed. The result is a fixed gap between pouches at the bagger exit.
What capacity range does a jelly packaging line typically cover?
The range we design within runs from about 500 kg per hour for a small or pilot plant up to about 5 tonnes per hour for a high-volume operation. The belt family, pan area, and elevator flight height scale across that range. The control philosophy stays the same at every scale.
Does the pinless belt actually cut sanitation time in half?
Plants that move from a hinged modular belt to a pinless ThermoDrive belt on a jelly application report roughly half the sanitation time, mainly because there are no hinge gaps to wash out and no pin underside to brush. The exact ratio depends on the existing cleaning protocol, but the order of magnitude is consistent across sanitary applications.
9. Conclusion
A jelly packaging line lives or dies on three handoffs: the feeder to the elevator, the elevator to the bagger, and the bagger to the discharge. At each handoff, the product is sticky, and stickiness is a surface problem and a timing problem at the same time.
The engineering answer is to break the contact geometry where the product touches metal, to remove the hinge gaps where the product film can collect, and to lock the discharge belt to the bagger cycle so the soft pouch leaves the jaw without colliding with the next one. Each of those moves is small. Together, they decide whether the line holds its nameplate rate across a full shift.
Aliş Makina designs the full envelope under the bagger as one system, from the feeder surface to the PLC link at the discharge. That is what a jelly packaging line needs to run at its real rate, not its rated rate.