CE Certificate
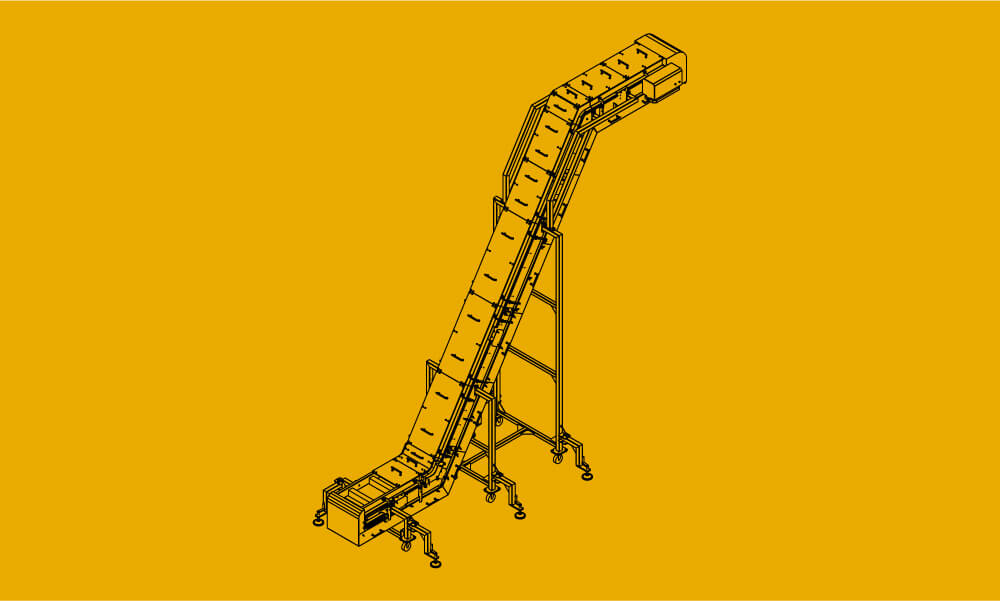
Elevators
CONVEYORS
Elevators are preferred in many sectors, especially in the food industry, due to the efficiency, hygiene, safety, and customization advantages they provide within the production processes.
Documents delivered with the product
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Features and Benefits
Elevators enable the transportation of products with high capacity. It is used to raise or lower products in businesses with limited space. They offer suitable solutions for various applications due to different belt styles, sizes, side protections, and options available.
When used for feeding on multi-head weighers, they are synchronized to achieve the utmost accurate weighing and consistent product feeding. In this way, the transmissions of vibrations to the scale is prevented and ensures a smooth operation.
Elevators are important in transportation processes to adhere to the highest cleanliness and hygiene standards. It provides resistance to mechanical and chemical stress, while delivering products with direct contact with point precision.
Elevators help optimize the material flow within the production processes, hence forming the foundation of an efficient processing line and providing economic superiority.
They are easily cleanable, as they are specially designed for surfaces which come into contact with food. By doing so, this ensures safe production in the food industry.
Elevators automate the transportation and loading of raw materials. In addition, they can be customized according to the requirements of the production and their carrying capacities can be expanded.
Raw material standardization can be performed by using additional options such as weighing system belts or metal detectors.
Elevators which are equipped with floor optimization, high discharge capability to elevated production areas, and the ability to feed bunkers are an ideal solution for surging efficiency and enhancing storage systems.